CR7:足球传奇与全球品牌
文章摘要的内容:CR7,即葡萄牙足球巨星克里斯蒂亚诺·罗纳尔多,是当今足球界最耀眼的一颗星。他不仅以出色的技艺和无与伦比的成就成为足球传奇,更将自己打造成一个全球性的品牌。本文将从他的足球生涯、商业模式、个人形象和社会影响四个方面详细阐述CR7如何成为足球传奇与全球品牌。1、足球生涯CR7的足球生涯...
阅读
儋州市是一个椰风海韵、美丽富饶的热带海岛城市,这里不仅拥有得天独厚的自然资源,还是一座崭新兴起的现代化城市。我们的BOB半岛登录入口,源自于对体育界发展的热情与热爱,我们立足于儋州市,致力于为全球体育爱好者提供最新、最全、最权威的体育新闻资讯。
我们始终将客户的需求放在首位,不断优化我们的服务内容和服务质量,以追求卓越;公司成立于2006年,拥有一支年轻而富有活力的团队,他们在体育新闻行业有着丰富的经验,为公司的发展提供了坚实的支持。
公司总部设立在儋州市,这座美丽的城市不仅为我们提供了独特的发展优势,更是为公司注入了浓厚的文化氛围。我们秉承开放、包容的理念,致力于打造一个国际化、专业化的体育资讯平台,为广大体育爱好者呈现更加全面,深入,丰富的信息资讯。
我们的宗旨是以客户的需求为导向,以专业的态度为保障,以优质的服务为目标,竭诚为广大体育爱好者提供最新、最独特、最有品质的资讯,为推动体育事业的健康发展而不懈努力。我们坚信,通过我们的共同努力,体育资讯行业的明天一定会更加辉煌灿烂!
了解我们
健身营养咨询
提供营养师指导的健身膳食计划和咨询服务;

体育娱乐节目制作
制作趣味性和体育竞技性相结合的体育娱乐节目。

提供个性化的健身计划和指导;

瑜伽课程
提供不同难度和风格的瑜伽课程供学习;
滑雪培训课程
提供室内和室外滑雪技能培训;

体育装备维修
对各类体育装备进行维修和保养;

文章摘要的内容:CR7,即葡萄牙足球巨星克里斯蒂亚诺·罗纳尔多,是当今足球界最耀眼的一颗星。他不仅以出色的技艺和无与伦比的成就成为足球传奇,更将自己打造成一个全球性的品牌。本文将从他的足球生涯、商业模式、个人形象和社会影响四个方面详细阐述CR7如何成为足球传奇与全球品牌。1、足球生涯CR7的足球生涯...
阅读
文章摘要的内容:苏宁物流在构建智能化供应链新格局方面展现了令人瞩目的成就。通过整合先进技术和创新策略,苏宁物流不断提升供应链效率和服务水平,实现了从传统到智能的转变。本文将从物流网络优化、智能仓储管理、数据驱动决策以及供应链可持续发展四个方面展开详细阐述,探讨苏宁物流如何引领行业变革,构建智能化供应...
阅读
文章摘要:本文主要探讨如何以全面的方式呵护学生的健康,通过探索体育与健康新课程标准的实施,从锻炼身体、促进心理健康、提升营养意识以及培养健康生活习惯等四个方面进行详细阐述。这些内容将有助于提升学生在学校和日常生活中的健康水平。1、锻炼身体身体锻炼对学生的健康至关重要,不仅有助于增强体质,还可以提高免...
阅读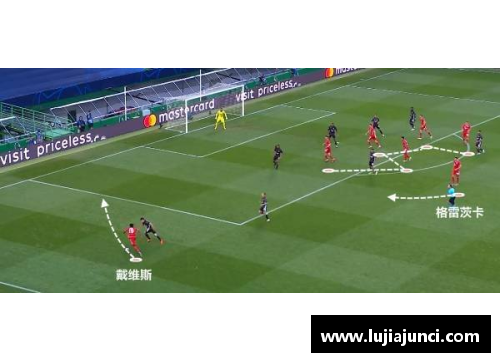
文章摘要的内容德国足球一直以来都是世界足球强国之一,而其成功不仅在于球员的素质,也在于卓越的教练团队。本文将深入探讨德国足球教练的排名及其成就,分析其在世界足球舞台上的表现。首先,我们将介绍德国足球教练排名的依据及其意义,随后深入分析历史上几位顶尖德国足球教练的成就和特点。接着,我们将探讨当代德国足...
阅读
文章摘要的内容体育单招培训一直是体育界的热门话题,而领先机构的教学创新更是引领着这一领域的发展。本文将深入探讨体育单招培训领先机构在教学创新方面的探索与实践。首先,我们将介绍领先机构的课程设计与教学方法,其次,分析领先机构在教师队伍建设和培训资源方面的突破。接着,我们将探讨领先机构在教学设施与技术应...
阅读
文章摘要的内容:2024年的世界杯预选赛即将展开,这是全球足坛最引人瞩目的盛事之一。本文将深入探讨世预赛2024的四个关键方面:赛制变革、球队备战情况、球星表现和全球球迷热情。通过这些方面的详细阐述,带您全面了解这场足坛盛事的魅力所在。1、赛制变革2024年世预赛的赛制发生了重大变革,不同于以往的模...
阅读
参加体育公司的课程让我更加热爱运动,坚持锻炼的动力更加强烈。

和朋友一起购买了羽毛球拍,品质没得说,性能很好!
体育公司的培训课程涵盖面广,不仅有专业课程,还有兴趣课程,很丰富多彩。
体育训练课程设置合理,根据个人实际情况来定制,效果显著。

文章摘要:内马尔作为一位世界级足球巨星,其血统背后隐藏着丰富多样的文化传承。本文将深入探索内马尔的血统,从传承与多样性的角度展开文化探寻。通过分析内马尔的家族历史、文化传统、种族融合以及文化影响,揭示内马尔身上承载的文化底蕴和多元维度,探寻其在足球场上和社会中所展现的独特魅力。BO...
阅读
文章摘要的内容:随着足球比赛的日益激烈,了解最新的比分和赛况变得至关重要。在这篇文章中,我们将深入探讨全面覆盖的最新足球比分及赛况速览服务。首先,我们将介绍其提供的全面性和及时性,其次,我们将探讨其数据来源和可靠性。然后,我们将讨论其用户体验和界面设计,最后,我们将分析其对于足球迷的价值和影响。1、...
阅读
文章摘要:篮球体育单招培训致力于打造篮球之星,通过专业的训练和指导,提升球员技术水平和比赛素质,塑造未来篮球明星。本文将从训练内容、教练团队、培训方法和成果展示四个方面详细阐述篮球体育单招培训的运作机制。通过全面解析,希望读者能更好地了解如何通过这一体系,助力篮球爱好者实现自身梦想。b&#...
阅读
**文章摘要:**"球场策略:足球教练的辉煌时刻"揭示了足球教练在赛场上的智慧与胆识。通过精心布局的战术和策略,教练们创造了一个个辉煌的时刻。本文将从四个方面探讨这些时刻的背后:战术创新、心理素养、队伍管理以及赛季规划。每个方面将深入探讨足球教练如何在关键时刻展现出非凡的能力,引领球队走向胜利。--...
阅读
文章摘要:本文将从四个方面对欧洲杯赛前瞻:世预赛谁将崭露头角进行详细阐述。首先,分析欧洲杯赛前的热门球队和球员;其次,探讨欧洲杯赛前的潜力黑马;接着,探讨年轻球员的潜力和机会;最后,分析不容忽视的老将球员的作用和影响。通过对这四个方面的探讨,揭示了欧洲杯赛前新秀和实力派将如何在预赛中崭露头角。1、热...
阅读
文章摘要:2022年意甲联赛中,AC米兰在一场关键比赛中成功击败国际米兰,取得了重要的胜利。这场比赛成为了赛季的转折点,影响深远。本文将从比赛背景、球队表现、关键时刻和赛后影响等四个方面展开详细阐述。1、比赛背景2022年意甲联赛中,AC米兰和国际米兰之间的对决备受瞩目,两支米兰豪门的较量一直是意甲...
阅读
场馆租赁流程包括选定场地、提交租赁申请、签订租赁合同、缴纳租金等步骤,详细流程可咨询我们的客服人员。
体能训练可以提高运动员的耐力、力量、柔韧性和协调能力,是提升运动表现的重要手段之一。
赛事营销策略包括明星运动员宣传、赛事赞助、线上线下宣传等多种手段,旨在吸引更多观众和支持者。
参加体育活动需要准备运动装备、饮用水、运动鞋等基本装备,具体活动需求可根据活动类型而定。
评价体育品牌品质可从产品质量、服务质量、品牌声誉、客户满意度等方面综合考量。